Szczegóły naszych konkretnych produktów
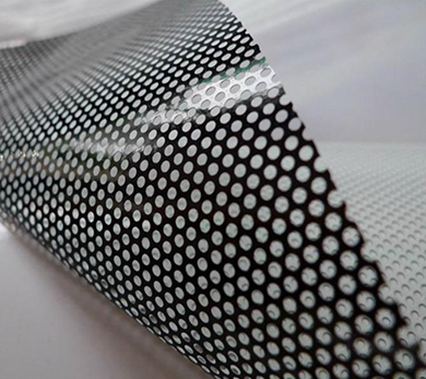
Ekonomiczny OWV: OSV12140-UV One Way Vision Perforated Wind Wind Winyl Film
Szczegóły parametru produktu
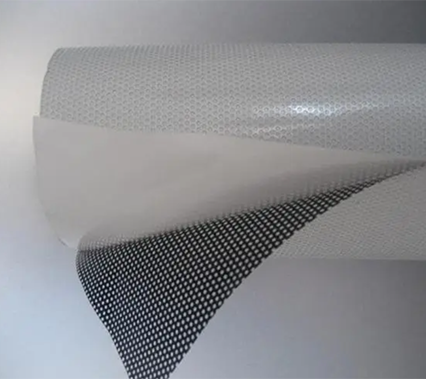
Film twarzy: grubość wynosi 120 ± 10 μm. Ta grubość zapewnia, że praktyczna perforowana folia okien ma dobrą elastyczność i jest łatwa do dopasowania różnych złożonych powierzchni. Ma również wystarczającą siłę i nie jest łatwy do uszkodzenia lub rozdarcia podczas budowy i codziennego użytkowania, zapewniając trwałość i stabilność produktu.
Włóż: przyjmuje wewnętrzną podszewkę złożoną 140 ± 5 g/m². Ta wewnętrzna podszewka ma ciasną konstrukcję i doskonałe dopasowanie do maski. Może skutecznie chronić maskę przed zewnętrznym zanieczyszczeniem i uszkodzeniem podczas przechowywania i transportu. W tym samym czasie, gdy folia jest usuwana podczas budowy, można go gładko oderwać bez pozostałości, zapewniając czystość i integralność powierzchni folii.
Szerokość (M): Zapewnia różnorodne specyfikacje szerokości 1,07, 1,27, 1,37 i 1,52, aby zaspokoić potrzeby scenariuszy aplikacji o różnych rozmiarach. Niezależnie od tego, czy jest to małe okno wyświetlacza, czy duża ściana reklamowa na zewnątrz, można go dokładnie dostosować w celu zmniejszenia splicingu i poprawy ogólnej estetyki.
Przysłona (mm): Rozmiar przysłony wynosi 1,5 mm. Ta starannie zaprojektowana apertura może skutecznie zablokować widok z drugiej strony, zapewniając jednocześnie wyraźną perspektywę z jednej strony, tworząc efekt perspektywiczny w jedną stronę. Ponadto odpowiedni otwór pomaga zrównoważyć przepuszczalność powietrza i właściwości osłonięcia światła filmu, zapewniając, że może ona stabilnie funkcjonować w różnych środowiskach.
Przekazanie światła (%): transmitancja światła wynosi 30%. Ten stosunek pozwala perforowanemu winylowi okna utrzymywać dobre efekty oświetlenia w pomieszczeniu, dzięki czemu przestrzeń wewnętrzna jest jasna i wygodna; Patrząc pod określonym kątem na zewnątrz, może on stanowić efekt podobny do lustra, skutecznie blokując sytuację wewnętrzną i chronić prywatność.
Trwałość na zewnątrz (miesiąc): Ma trwałość na zewnątrz do 12 miesięcy. Nawet jeśli jest narażony na ostre środowiska zewnętrzne, takie jak bezpośrednie światło słoneczne, wiatr i deszcz przez długi czas, kolor, wydajność, efekt perspektywiczny w jedną stronę itp. Film może pozostać stabilny, a nie łatwy do starzenia się, i zapewnić długoterminową ochronę reklamy zewnętrznej i innych aplikacji.
Okres przechowywania (miesiące): okres przechowywania wynosi również 12 miesięcy. W normalnych warunkach przechowywania wydajność produktu nie zmieni się znacząco, co jest wygodne w celu wcześniejszego zarezerwowania towarów zgodnie z faktycznymi potrzebami i uzasadnionym planem użytkowania.
Zalety produktu
Doskonała adaptacja drukowania: Zaprojektowana dla rozpuszczalnika i słabego drukowania rozpuszczalników, można ją idealnie połączyć z różnymi atramentami do drukowania. Wydrukowany wzór ma jasny kolor, wysoka przejrzystość i silna w przyczepności. Niezależnie od tego, czy jest to dobry obraz, czy uderzający tekst, można go dokładnie przedstawić, co stanowi solidne podstawy do kreatywnego designu.
Doskonały efekt perspektywiczny jednokierunkowy: unikalny projekt przysłony i transmitancji światła, w ciągu dnia, od strony lekkiej, praktyczny perforowany film okienny jest jak lustro, skutecznie blokując widok zewnętrzny i chroniąc prywatność w pomieszczeniach; A gdy nie ma światła lub światło jest przyciemnione w pomieszczeniu, personel wewnętrzny wyraźnie widzi sytuację na zewnątrz, aby zapewnić wyraźne pole widzenia.
Szerokie scenariusze aplikacji: odpowiednie do wyświetlania okien sklepu komercyjnego, dekoracji ściany szklanej kurtyny biurowej, reklamy nadwozia samochodu i filmu okiennego, modyfikacji okien transportu publicznego i innych scenariuszy, które mogą nie tylko odgrywać rolę dekoracyjną, ale także realizować funkcje rozpowszechniania informacji i ochrony prywatności.
Dobra trwałość i stabilność: niezależnie od tego, czy jest narażony na wiatr i słońce przez długi czas na zewnątrz, czy codziennie zużycie tarcia w pomieszczeniach, produkt ten może utrzymać stabilną wydajność, zmniejszyć częstotliwość wymiany i obniżyć koszty użytkowania dzięki wysokiej jakości materiałom i precyzyjnej konstrukcji parametrów.
Sugestie dotyczące użytkowania i środki ostrożności
Przed budową: upewnij się, że powierzchnia jest wklejona, jest czysta, sucha, płaska i wolna od zanieczyszczeń, takich jak olej, kurz itp., Aby zapewnić dopasowanie filmu. Film może być najpierw przycięty, pozostawiając odpowiednie marginesy krawędzi.
Proces budowy: Zaleca się, aby profesjonaliści wykonywali operację filmu, używali odpowiednich narzędzi do napędzania filmu, powoli dopasowywać z jednego końca i używać skrobaka, aby wycisnąć powietrze, aby uniknąć bąbelków i zmarszczek. Zwróć uwagę na temperaturę środowiska budowlanego, zaleca się, aby wynosić od 10 ℃ do 30 ℃, aby zapewnić elastyczność i lepkość filmu.
Proces użytkowania: Unikaj drapania powierzchni okna perforowanego winylu ostrymi obiektami, aby uniknąć uszkodzenia efektu i wyglądu w jedną stronę. Jeśli na powierzchni znajdują się plamy, użyj łagodnego detergentu i miękkiej wilgotnej szmatki, aby delikatnie go wytrzeć.
Warunki przechowywania: Przechowuj produkt w suchym, wentylowanym, odpornym na jasnym środowisku, unikając wysokiej temperatury i wysokiej wilgotności. Produkt powinien być utrzymywany na płasko podczas przechowywania, aby uniknąć ściskania lub składania.
Ekonomiczny OWV: OAV12100 Ekonomiczny winy winylowe widzenie winylu winylowe
W dziedzinie reklamy komercyjnej ten jednokierunkowy film perspektywiczny jest potężnym narzędziem reklamy. Nadaje się do drukowania rozpuszczalników i słabych rozpuszczalników, może dokładnie prezentować wspaniałe zdjęcia reklamowe i można je umieścić na billboardach na zewnątrz. 12-miesięczna trwałość na zewnątrz zapewnia długotrwałe kolory. Szeroka gama szerokości 1,07-1,52 m może pasować do różnych rozmiarów paneli, skutecznie przyciągając uwagę publiczności i zwiększając ekspozycję marki.
W scenach dekoracyjnych architektonicznych odgrywa wyjątkową rolę. Wklejona w budynkach biurowych i szkła hotelowym, 30% światła transmitancja nie tylko zapewnia oświetlenie w pomieszczeniach, ale także chroni prywatność w domu z jednokierunkową cechami perspektywy, tworząc cichą przestrzeń. Grubość folii 120 ± 10 μm sprawia, że konstrukcja jest wygodna i dodaje nowoczesnej i modnej faktury do wyglądu budynku.
Jeśli chodzi o transport, ciało samochodu jest przymocowane tym filmem, który staje się mobilnym przewoźnikiem reklamowym. Może nie tylko wyświetlać wizerunek korporacyjny lub spersonalizowane wzory, ale także blokować widok poza samochodem i zapewnić prywatną przestrzeń wewnątrz samochodu. Partra 1,5 mm nie wpływa na prezentację obrazu, a zwykła podszewka 100 ± 5 g/m² jest wygodna do działania budowlanego.